
DEH系统中使用的磷酸酯抗燃油具有较强的极性,在空气中极易吸潮,通过油箱的呼吸作用,将空气中的水分源源不断的吸收进来。因此,抗燃油中的水分一般会远远大于普通液压油中200-300ppm的饱和吸水值,其新油中的含水量就已高达600ppm,运行后更高达1000ppm。在强烈搅拌及酸性物质存在下,磷酸酯抗燃油与水作用会发生水解,水解产生的酸性物质对油的进一步水解产生催化作用,生成磷酸及酚类物质。水分及酸值的超标会导致金属部件的腐蚀,使设备造成不可逆转的损坏。同时也会导致空气释放特性及泡沫特性值的降低。
磷酸酯的热稳定性比石油基润滑油要差,不宜使用电加热器进行直接加热,否则会导致酯均分解,另外,在温度、水分及酸值三种条件的共同作用下,EH油水解及油品劣化的速度会成倍增加。因此磷酸酯抗燃油是不适合采用真空滤油机来进行脱水处理的。
宝鸡龙辉公司全新研发的DEH系统用油在线净化再生装置采用了已获得国家发明专利的吸附体脱水滤芯(专利号:ZL201311150076611.0),采用的高分子材料在纯水状态下能够吸收自身重量近百倍的水分,并牢牢锁定。通过吸附体脱水滤芯的脱水净化,可以将系统用油的含水量降低并维持在50-100ppm,极限可达5-10ppm。从而使磷酸酯抗燃油的水解与酸化丧失重要的反应条件。
通过系统中配置的离子交换树脂滤芯脱酸单元,可使被处理油液的酸值快速下降,体积电阻率大幅提升。长期在线使用DEH系统用油在线净化再生装置,可大幅延长磷酸酯抗燃油的使用寿命,降低主机系统的故障率。
|
标 称
|
参 数
|
标 称
|
参 数
|
|
原 理
|
吸附法
|
适用对象
|
抗燃油
≤0.05 mgKOH/g
|
|
流 量
|
0.6m3/h
|
酸值
|
|
使用温度
|
35-60℃
|
水分
|
≤0.05%
|
|
系统压力
|
≤2.5MPa
|
电阻率20℃
|
≥8×109Ω·cm
|
|
脱水滤芯承压
|
≤0.5MPa
|
滤后清洁度
|
NAS 5级(SAE 2级)
|
|
再生滤芯承压
|
≤1.3MPa
|
工作噪声值
|
<80(dB)
|
|
粗滤滤芯承压
|
≤0.35MPa
|
进出口管径:
|
20(mm)
|
|
精滤滤芯承压
|
≤0.35MPa
|
整机功率
|
1.5(kw)
|
|
外形尺寸
|
长x 宽x 高 1350x950x1200(mm)
|
全自动脱水系统循环再生流程简介

宝鸡龙辉公司全新研发的DEH系统用油在线净化再生装置采用了具有独创的由吸附式及真空式复合而成的双模式脱水,脱除微量水分时无需加热,当主机系统润滑油流经脱水净化单元时,其中含有的微量的离态及乳化态的水分可被脱水净化单元内的吸附体吸附,净化系统定时启动吸附体再生流程,以保证吸附体始终具有超强的脱水能力,该吸附体采用了已获得国家发明专利的润滑油破乳化脱水滤芯(专利号:ZL201311150076611.0)技术制 造,所采用的高分子材料在纯水状态下能够吸收自身重量近百倍的水分,并牢牢锁定。通过吸附体的脱水净化,可以将系统EH油的含水量降低并维持在50-100ppm,极限可达5-10ppm。从而让磷酸酯抗燃油的水解与酸化丧失重要的反应条件。当主机系统进水量增大吸附模式不能满足处理需要时,可启动真空脱水模式,从而实现连续高效的脱水效能。
绝大多数工况下,系统中EH油水分含量是较低的,水分含量增大往往是长期累积的结果,双模式脱水的显著优势是,在常规净化脱水流程中,通过吸附方式将系统润滑油中的水分及时去除,从而有效抑制EH油在含水及高温条件下的水解反应,斩断EH油劣化的循环链式反应。
由于磷酸酯抗燃油中含水量较大,而且油质本身具备从空气中持续获取水分的吸潮能力,以1立方米含水量1000ppm的设备用油计算,其中含有的水分为1升,如采用只能一次性使用且脱水能力有限的活性氧化铝或硅藻土滤芯的脱水量计算,所需耗费的滤芯量及人工量非常巨大。如采用传统真空滤油机在50℃的油温区间净化,则需要近百小时的连续循环处理才可能将水分含量降低至100ppm以下。而采用吸附体脱水,则只需要数个循环即可使水分含量达标。吸附体的在线再生采用远红外加热真空脱水方式,可在1小时内完成再生,从而具备超强的实用价值。
系统配备的真空脱水模式采用远红外加热方式,并具有高达12㎡的蒸发面积,每单位蒸发面积均处于远红外加热区域内。因此即使在较低的油温工况下,该真空环境下的加热及蒸发脱水方式具有超高的脱水效能,以上述工况为例,仅需5-8小时即可将系统超标水分降低至达标范畴。
通过将磷酸酯抗燃油中混入的水分及时去除,并将水份值始终维持在相当低的状态,系统用油几乎不会发生水解反应,酸值也将保持在相当低的数值内,从而极大地降低了除酸滤芯的耗费量,也使得系统用EH油的寿命数倍延长。
除酸滤芯效能对比
离子交换树脂
改性氧化铝
活性氧化铝
硅藻土
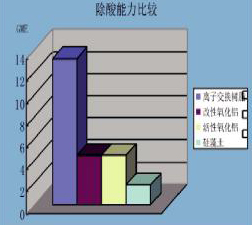
离子交换树脂除酸滤芯能够吸附导电离子, 从而提高电阻率;
不会释放金属离子;
不会泄漏滤料;
硅藻土滤芯、 氧化铝滤芯均会释放金属离子 ,释放出的金属离子会与磷酸酯发生反应产生凝胶状的金属盐导致伺服阀的粘接故障;
硅藻土滤芯、 氧化铝滤芯偶尔会发生滤料泄漏造成污染,导致油品清洁度下降。
汽轮机EH油净化再生的全新解决方案
EH油在运行中出现的电阻率超标、酸值超标等等问题的根源还在于水分影响以及现场使用的滤油机及电加热器等设备不当处理造成的。
一般情况下 ,E H 油的水分来源主要是吸收空气 中的潮气。由于EH油具有强烈的吸潮性能,能够从空气中夺取水分,而系统油箱上的空气吸湿装置对于由于油箱的呼吸沉降作用而流通与其间的空气中的水分吸收率不足10%,仅能起到简易的保护作用,难以从根本上杜绝EH油从空气中获取水分。而设立一个既能保证油箱呼吸作用,又能将空气中水分含量处理到低于EH油中含水比率的状态的空气干燥净化装置无疑是非常困难的,因此解决EH油中的水分问题还需要从EH油本身着手;
目前不 少电厂为了解决EH油含水问题,选择了真空滤油机。从现场的实际使用反应来讲也确实能将EH油的含水量降低合乎使用要求,但不可忽视的是,很多工况下即便水分达到系统运行要求,再生系统的除酸滤芯的更换仍然频繁,这意味着EH油中还在不断的产生酸物质。
酸值是评定抗燃油劣化或水解变质的一项重要指标。高酸值会加速 EH 油裂化,产生沉淀以及起泡、空气间隔等问题,酸值高说明抗燃油已经劣化或是有热裂解、水解反应,热裂解、水解反应产生的劣化产物还会不同程度地影响EH油的电阻率、颗粒度、泡沫和空气释放值等性能,进而影响调速系统准确 、稳定 、高效的运行。水分含量增加会引起水解,生成酸性磷酸酯和酚,并进一步反应生成低分子酸和高分子老化产物。高酸值的油能进一步催化抗燃油水解 , 使酸值更高。而产生的酸性产物又会催化油品分解 ,导致油品酸值不断提高,形成循环链式反应。现场经验表明,EH油在温度超过60℃时就酸值就会急剧升高。尤其在高温条件下,通过水的溶解作用产生酸性的酚与磷酸酯,再发生缩合反应产生分子数量高的老化产物与分子数量低的酸,这些物质升高了EH油的酸度,颜色看起来也越来越深。
通过上述表述可见,酸值产生的必要条件首先是水分,其次是较高的温度。EH油的运行温度为40-50℃区间,同时系统设置有自循环水冷却系统,除非系统温控故障或冷却系统故障,否则一般不会超温运行。EH油系统中还设置有电加热器组及循环油泵,这和真空滤油机的电加热系统工作原理是一致的,EH油通过电加热器其炙热的加热管表面时形成热交换而使油温升高。我们往往只关注加加热后的系统油温,而忽视了加热器炙热的表面温度会造成EH油劣化这一因素。系统电加热器组的工作时间及频率是非常低,因此对系统的危害性相对较小,但由于系统劣化存在循环链式反应,也使其成为不可忽视的因素。
同理,真空滤油机在给EH油脱水的同时,其电加热器组的加热过程结合油中含有的水分亦会造成EH油劣化。并且由于系统运行油温设定值为40-50℃,而真空滤油机脱水的理想油温区间为65℃,因此为避免影响主机系统的正常运行,真空滤油机不得不在较低的温度区间进行脱水处理,脱水效率非常低下只能长时间工作,而长期的加热脱水给EH油的水解酸化提供了必要的条件及时间。通过真空滤油机的长期在线处理,EH油中水分含量得到控制的同时,油中的酸性物质也在不断增加。
现场实践中,由于真空滤油机的使用经济性及运行安全性,往往是水分超标后才会启用。而水分超标是一个长期累积后所达到的结果,在这个累积过程中,由于水分的存在,水解酸化初始时虽然缓慢,但循环链式反应会致使其呈线性加速状态。最终导致酸值超标及EH油劣化。
综上所述,现有的EH油的维护存在一定的弊端,合理的方案是由目前的定期再生提升至实时净化再生,尤其是对水分的实时净化以确保水分值保持在50ppmm甚至更低,并彻底摒弃电加热器直接和EH油接触加热的方式和采用传统电加热方法的真空滤油机的脱水方式。从而有效抑制EH油在含水及高温条件下的水解反应,斩断EH油劣化的循环链式反应,这样才能使EH油的寿命更长,再生滤芯的耗费量大幅减少,从而为企业节约大笔的费用。
宝鸡龙辉公司研发的EH油实时在线净化再生装置,具有独创的由吸附式及真空式复合而成的双模式脱水单元、全自动油温调节单元(由间隔式电加热、空气冷却装置构成)、除酸单元、高精度过滤净化单元及净化补油油箱构成。脱除微量水分时无需加热,当主机系统润滑油流经脱水净化单元时,其中含有的微量的离态及乳化态的水分可被脱水净化单元内的吸附体吸附,净化系统定时启动吸附体再生流程,以保证吸附体始终具有极强的脱水能力,当主机系统进水量增大,吸附模式不能满足处理需要时,可启动真空脱水模式,从而实现连续的,高效的脱水效能。
全自动油温调节单元可替代现有的电加热循环系统及自循环水冷系统,系统中的油加热系统采用间隔式加热方式,由电加热器加热导热油,导热油再传导给EH油,导热油可被精确设定最高换热的温度,由于换热效率高,即使导热油的油温被设定为55℃,EH油也能快速被加热至设定温度。换热系统中设置有空气冷却装置,当EH油温过高时,系统将自动切换至空气冷却模式,彻底杜绝自循环水冷系统渗漏导致的EH油进水可能。
双模式脱水单元、除酸单元、高精度过滤净化单元在系统中均被设置为实时在线模式,EH油先被脱水,然后通过由离子交换树脂层构成的脱酸滤芯脱除酸及全不锈钢高精度杂质滤芯滤除机械杂质后返回系统油箱,从而完成整个净化再生流程。净化补油油箱容积为300L,为全封闭结构,待加注的EH油经过系统过滤净化后贮存其内,系统需要补油时通过管路切换即可将净化后的油注入系统油箱。
|